


ТЕПЛОВИЗИОННЫЙ КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ СТАТОРНЫХ ОБМОТОК ВРАЩАЮЩИХСЯ МАШИН
Завидей В.И., Головичер В.А., Милованов С.В., Вихров М.А, Окунев Д.В.
Электрические вращающиеся машины широко применяются во многих отраслях народного хозяйства. Однако, последние годы в связи со старением электрического парка машин наметилась тенденция к их высокой повреждаемости, связанной с паяными соединениями обмоток. Методы, основанные на регистрации инфракрасного излучения, нашли широкое применение в диагностике технического состояния контактных соединений электрического оборудования под напряжением и нагрузкой и принципиально могут быть использованы для обнаружения подобных дефектов.
Данная проблема весьма актуальна для повышения надежности функционирования электрических машин с повышенными электромеханическими и тепловыми нагрузками, где протекают процессы, снижающие их механическую и электрическую прочность изоляции и проводников. При неудовлетворительном качестве паяных соединений локальный нагрев и электродинамические силы, возникающие в обмотке и зоне пайки проводников, снижают их электрическую и механическую прочность изоляции, развитие электроразрядных процессов и последующий выход из строя машины. Как показывает статистика повреждаемости электродвигателей, наиболее повреждаемым узлом электродвигателя является статор, на долю которого приходится до 60% отказов, на втором месте - подшипниковый узел – до 22%, далее ротор – до 9% .
В основном отказы статора обусловлены старением изоляции, нарушением пайки стержней, усталостными изломами и обрывами перемычек схемы соединения обмотки статора, выпадением пазовых клиньев и ослаблением крепления лобовых частей.
Традиционно применяемый визуально-измерительный метод не дает полной картины состояния пайки лобовых частей статорных обмоток и не позволяет, гарантировано и своевременно обнаружить скрытые развивающийся дефекты пайки. Так, в 2007 г. после проведения работ по технической диагностике вышел из строя двигатель СТД1250 подпорного насосного агрегата на НПС «Грязовец» (МНЦС) и двигатели МНА 2АЗМВ и 4АЗМП на НПС «Уса» (Северные МН). Причина аварий – разрушение паек лобовых частей обмоток статоров.
Задача раннего обнаружения дефектов паек может быть решена средствами тепловизионной техники под нагрузкой может быть выполнена на машинах с открытым оптическим доступом при снятых торцевых щитах электродвигателя. Во взрывоопасных помещениях, где могут располагаться двигатели нефтяных насосов, работа двигателя при снятых торцевых щитах недопустима, поэтому необходимо создание методики, позволяющую диагностировать состояние паек в любых, по классу взрывоопасности, помещениях.
В настоящей работе представлены результаты отработки методики применения инфракрасной техники для контроля технического состояния двигателей, вводимых в эксплуатацию и при проведении капитальных ремонтов. Представляемая информация основана на результатах работ, выполненных ФГУП ВЭИ, ЗАО «Панатест» с 2002г., а также анализа материалов работ в области неразрушающего контроля различных энергетических кампаний.
Рассматриваемые в работе подходы имеют широкое применение для задач оперативной диагностики технического состояния и оценки повреждения элементарных проводников и изоляции и обмоток мощных двигателей и генераторов.
Тепловой контроль качества паяный соединений ошиновки и обмоток двигателей всех типов и классов напряжений является наиболее естественным, поскольку связан с изменением основного параметра обмотки ее локального электрического сопротивления. При контроле теплового (температурного) режима фрагментов обмоток и зон с прямым оптическим доступом паяных соединений в лобовой части на работающем двигателе использовались, тепловизоры и термоэтикетки. Для контроля температуры применялись тепловизионные системы с температурной разрешающей способностью (чувствительность не хуже 0,1 К), например, тепловизоры TH-9100 (фирма NEC), ТН7102 (фирма Nec San-ei [Япония – США]), обеспечивающие точность оценки температуры до 0,08 °C и выше и др. Современный тепловизор NEC TH9100PMV/PWV, в основе которого лежит лицензионная матрица 5-го поколения, имеет температурное разрешение от 0.02°С и температурный диапазон до +2000°С.
Тепловой режим в зоне дефектного соединения характеризуется трехмерным температурным полем: так как распространение тепла наблюдается как в поперечном, так и продольном направлении относительно оси проводника. Элементарные проводники обмоток не обладают осевой симметрией в направлении, перпендикулярном продольной оси, поэтому для них характерен увеличенный уровень теплоотдачи с боковой поверхности и, как правило, большая скорость снижения температуры в продольном направлении по сравнению с цилиндрическими проводниками.
Увеличение сечения проводников приводит к относительному повышению энерговыделения и теплопередаче в продольном направлении по сравнению с поперечным. Это ведет к некоторому увеличению общего уровня температуры для проводников больших сечений и увеличенной длине диффузии тепла в продольном направлении. Расчетная зависимость температуры поверхности круглого проводника приведена на рис.1.
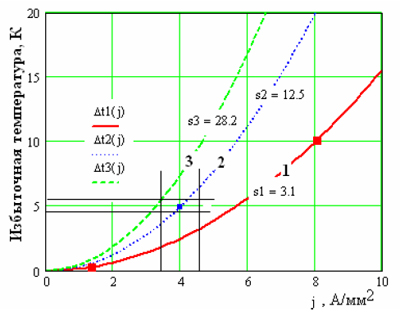 |
Рис. 1. Расчетные и экспериментальные значения температуры поверхности проводника в зависимости от плотности тока и сечения S1 =3.1 мм2; S2 = 12,5мм2; S3 = 28,2мм2. Точками на кривых 1 и 2 отмечены экспериментальные значения. |
Расчетные значения температуры поверхности проводника в зависимости от плотности тока и сечения обмотки приведены на рис.2.
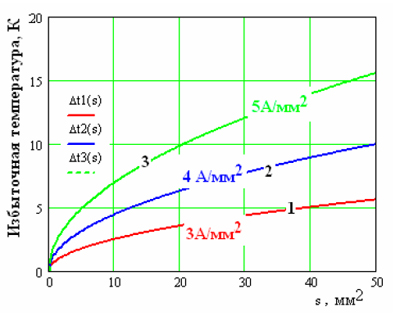 |
Рис. 2. Расчетные значения температуры поверхности проводника в зависимости от плотности тока и сечения 1 -3.1 мм2; 2 - 12,5мм2; 3 - 28,2мм2. |
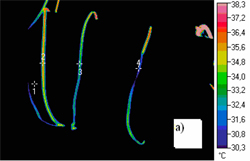
На выведенных из работы двигателях производился имитационный токовый нагрев обмотки. Нагрев осуществляют подачей постоянного тока равного или близкого к номинальному рабочему току в течение времени достаточного для установления стационарного теплового режима контролируемой обмотки. Плотность тока выбиралась в пределах 70-100 % номинального значения. Теплоемкость обмотки влияет на время выхода в стационарный тепловой режим. Нагрев паек обмотки проводят пропусканием через обмотку постоянный ток в течение 10-15 мин, контролируя температуру поверхности лобовой части обмотки в зоне расположения паяных соединений. Дефекты паяных соединений моделировались локальным уменьшением сечения проводника на 25, 50 и 75%. На рис.3а приведена термограмма имитатора дефектов паяного соединения при протекании тока плотностью порядка 8 А/мм2, а рис. 3б профиль температуры по виткам обмотки с дефектами.
 |
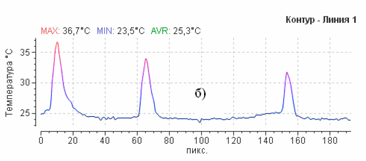 |
Рис. 3. Термограмма (а) и линейный профиль температуры (б) по проводникам образца в области расположения дефектов в виде локального увеличения сопротивления при j=8 А/мм2. |
|
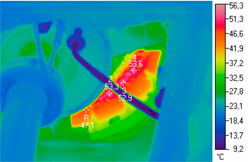
Качественные пайки нагреваются практически одинаково. Как видно температура плохо пропаянных соединений превышает среднюю температуру качественных паек. Разработанная методика контроля состояния паек апробировалась на действующих электродвигателях типа ВСДН16-51-12 со сроком эксплуатации более 30 лет. Для данного типа двигателей возможен доступ к фрагментам лобовой части обмотки и магнитопроводу в рабочем состоянии. Термограмма фрагмента лобовой части двигателя с локальными температурными аномалиями обмотки в зонах пайки показана на рис.4.
 |
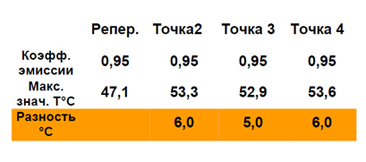 |
Рис. 4. Термограмма и значения температур по фрагменту лобовой части двигателя ВСДН16-51-12 с признаками дефектов в обмотке. |
|
Электрические измерения сопротивления обмотки постоянному току показали превышение данного показателя для одной из фаз на 2% над другими фазами обмотки данного двигателя.
ТЕПЛОВИЗОР NEC R300SR
 Тепловизор NEC R300SR отлично подойдет для мониторинга зданий, диагностики разнообразных объектов электроэнергетики и научных исследований. Тепловизор имеет возможность вести непрерывную запись в инфракрасном и видимом диапазонах. Также тепловизор NEC R300SR имеет функцию записи панорамных термограмм.
Тепловизор NEC R300SR отлично подойдет для мониторинга зданий, диагностики разнообразных объектов электроэнергетики и научных исследований. Тепловизор имеет возможность вести непрерывную запись в инфракрасном и видимом диапазонах. Также тепловизор NEC R300SR имеет функцию записи панорамных термограмм.
Профессиональная модель "премиум" класса - тепловизор NEC R300SR обладает повышенной точностью, позволяет решать на самом высоком метрологическом уровне разнообразные исследовательские и научные задачи. Также тепловизор NEC R300SR может применяться в нефтегазовой, металлургической и авиационной отраслях.
Более подробное описание модели Тепловизор NEC R300SR...
Выводы
Проведенные опыты и анализ данных показали, что при плотности тока 3-5А/мм2, превышение температуры проводника в окрестности дефекта достигает 3,5±0,5ºС над бездефектным участком. Температура дефектной пайки превышает среднюю температуру качественных паек более чем на 3,5±0,5ºС при двукратном локальном уменьшении сечения проводника. Проведенные эксперименты и расчеты показали, что тепловизионный контроль позволяет выявлять дефекты паяных соединений двигателей на ранней стадии развития и может быть положен в основу разрабатываемых методических рекомендаций по тепловому контролю паяных соединений.
ТЕПЛОВИЗИОННЫЙ КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ СТАТОРНЫХ ОБМОТОК ВРАЩАЮЩИХСЯ МАШИН (в PDF формате)